Blog 5 Examples of How the Centrifugal Casting Process Helped A Customer
Are you facing a problem with any of your metal components? Does your gut tell you there has to be a better way to manufacture them? Are you looking to make your products better and save time or money in the process? The centrifugal casting process can potentially help.
Here are just a few examples of when the centrifugal casting process helped solve a problem, made a customer’s product better, or saved money. For questions regarding any of your metal applications, please Contact Us.
A Better Way to Make Bronze Component for Naval Application

A major naval supplier in early product development devised a key marine component from C958 Nickel Aluminum Bronze as a large sand casting and fabrication. Production times were, thus, expected to be very long. As a rotating part, it was near impossible to weld properly and maintain dimensional integrity. They needed a “Better Way” and came to MetalTek. Leveraging MetalTek’s centrifugal process, strict production controls, and full in-house NDT capability, they found their “Better Way”. When the next design cycle came up, the customer knew just where to go. Development time was slashed. The 12,800 lbs. / 5806kg centrifugal casting was rough machined by MetalTek to 5,100 lbs. / 2313kg, delivering the performance and integrity the customer needed.
Centrifugal Casting Reduced Foundry and Machining Scrap Rates
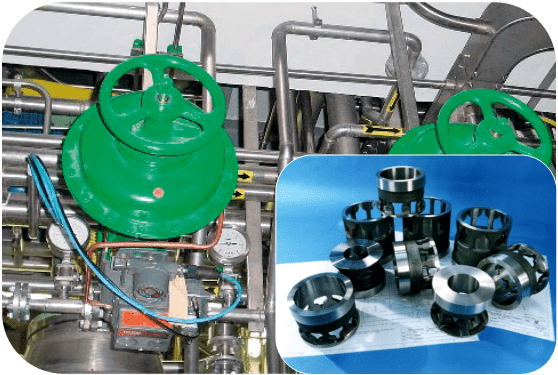
The valve cage regulates and helps control the flow of fluid through a valve. When supplied as a static casting, defects in the valve cage were often not discovered until much machining had been completed. The results were high scrap rates and cost. Working with the customer, MetalTek Engineers converted the static casting to a centrifugal, incorporating the sand core technology into the design of the existing part. The homogeneous quality of a centrifugal casting reduced hidden defects. The rough casting was designed so that the last machining pass on the I.D. of the part opened the windows, minimizing the number of interrupted machining cuts. This further drove down scrap, which had been reduced by 98%.
Ball Valves Made by Using the Centrifugal Casting Method Saved Time
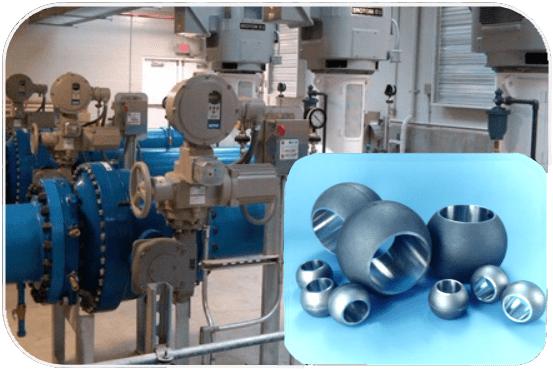
A ball valve manufacturer came to MetalTek because they were facing a common dilemma. Needing a ball in a specialty alloy offered only unattractive alternatives. Because of the material, purchasing a mill run to produce a forged ball was cost prohibitive. Machining a spherical component from a cylinder is a difficult choice, and there are static casting challenges when producing a sphere, both because of heavy wall sections and varying wall thickness. Fortunately, MetalTek offered the most logical solution. With ball tooling already available for sizes ranging from 2” through 38”, there was no tooling lead time or cost. Being a master melter, MetalTek was able to produce any quantity the customer needed (eight in this case) in the alloy they specified. MetalTek provided proof machined bores with an as-cast O.D. that the customer finish machined to their specs in house.
Centrifugal Casting Provided Superior Balance for Spinning Component
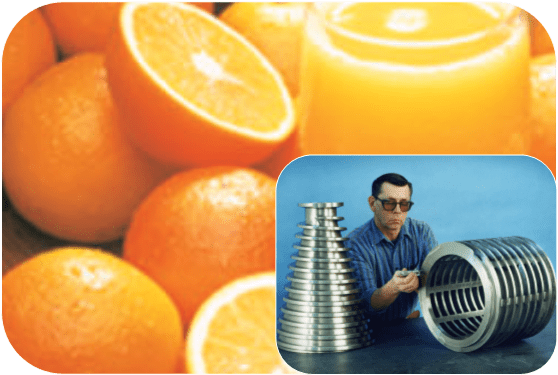
Centrifuges are used to remove liquid from products to make concentrates. To make production equipment more portable, the manufacturer designed a system using a conical conveyor with a machined spiral pattern. Attempts to use sand castings were not effective because the spinning centrifuge was impossible to balance. As an alternative, MetalTek supplied centrifugal castings as prototypes. Those parts worked in the spinning environment because the material in a centrifugal casting is more homogeneous, balanced, and evenly distributed. In addition, MetalTek Engineers devised a process to cast the required spiral pattern directly into the casting of the conical conveyer. This reduced machining and imbalance in this sensitive food processing application.
Conversion from Fabrication to Metal Casting Reduced Costs

Converting multiple piece fabrications to a single casting is a MetalTek forte. But sometimes the conversion demands unique machining capability. In the case of this primary quench exchanger reducer, converting to a cast part eliminated the need for a heat treated weld area in a very hot environment; but it became clear that the conversion would only work if an 8” (203mm) deep groove could be machined economically in this 12” (305mm) part. MetalTek deployed proprietary tooling, including specialized fixturing and tool head concepts, to complete the conversion to a casting, machine the part complete, and reduce processing time by 70%. Combined with the elevated properties and grain structure of a centrifugal casting, the customer had a new cost-effective solution.
Have questions?
Download Our Alloy Guide
Download Our Where Used Guide
Blog Tags
Related Blogs

Improving Surface Finish And Cost In Metal Casting

Alloy Steel vs. Carbon Steel: Your Complete Guide
