Blog What is Investment Casting and How Does It Work?
By: Dave Olsen
Investment Casting (Lost Wax Casting)
When it comes to investment casting of metal parts manufacturing factors such as design requirements, cost, and feasibility to manufacture dictate which casting process is most suitable to manufacture a product. This article describing investment casting is intended to help you make an informed casting decision.
Investment casting produces precise components while minimizing material waste, energy, and subsequent machining. It can also ensure the production of very intricate parts. This makes the investment casting process quite useful to design engineers.

The goal is to understand what is meant by investment casting. So, What exactly is the investment in “investment” casting? The term “invested” historically carries the meaning of “clothed” or “surrounded.” Investment casting employs a shell made of ceramic, plaster, or plastic that is formed around a wax pattern. The wax pattern is melted and removed in a furnace and metal is poured into the shell to create the casting.
What is investment casting used for? Let’s break down the investment casting production process for a greater understanding:
The Investment Casting Process
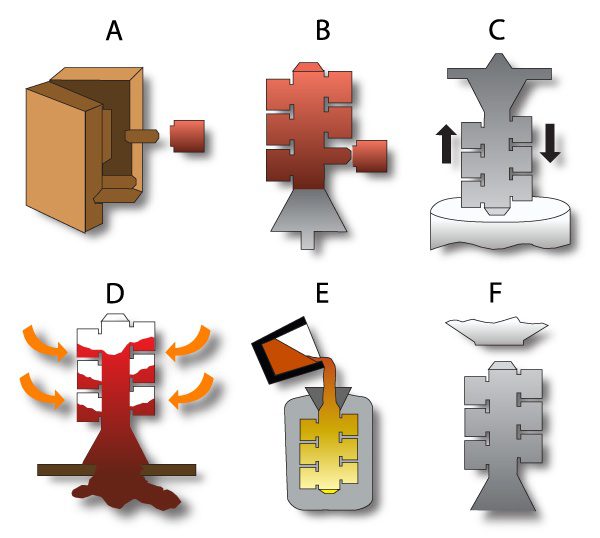
A. Creating the Pattern
- It utilizes a pattern with the same details as the finished part, except that there is an allowance for thermal contraction (i.e. shrinking).
- Patterns are typically made of wax using a metal injection die.
B. Mounting the Wax Patterns and Creating the Tree
- Once a wax pattern is produced, it is assembled with other wax components to form the gate and runner metal delivery system.
- Depending on the size and configuration of the desired finish component, multiple wax patterns may be processed using a single tree.
C. Creating the Mold Shell
- The entire wax pattern assembly is dipped in a ceramic slurry, covered with sand stucco, and allowed to dry.
- Cycles of wet dipping and subsequent stuccoing are repeated until a shell of the desired thickness is created. That thickness is partly dictated by product size and configuration.
- Once the ceramic shell has dried, it becomes sufficiently strong to retain the molten metal during casting.
D. Wax Removal
- The entire assembly is placed in a steam autoclave to melt away most of the wax.
- Any remaining wax soaked into the ceramic shell is burned out in a furnace. At this point, the residual wax pattern and gating material have been completely removed and the ceramic mold remains with a cavity in the shape of the desired cast part.
- This high-temperature operation also increases the strength and stability of the ceramic material. In addition, it helps to minimize the reaction of the shell and metal during pouring.
E. Melt and Cast
- The mold is preheated to a specific temperature and filled with molten metal, creating the metal casting.
- Nearly any alloy can be produced using this process. Either air melting or vacuum melting may be employed as dictated by the alloy chemistry. Vacuum melting is utilized mainly when reactive elements are present in the alloy.
F. Final Operations
- Once the casting has cooled sufficiently, the mold shell is broken away from the casting in a knockout operation.
- The gates and runners are cut from the casting, and if necessary, final post-processing sandblasting, grinding, and machining is performed to finish the casting dimensionally.
- Non-destructive testing may include fluorescent penetrant, magnetic particle, radiographic, or other inspections. Final dimensional inspections, alloy test results, and NDT are verified prior to shipment.
Common Alloys Used in Investment Casting
Investment casting offers flexibility in alloy selection, making it suitable for a wide range of industries. Some of the most commonly used alloys include:
- Stainless Steel – Preferred for its excellent corrosion resistance and strength, often used in aerospace, medical, and food processing industries.
- Carbon and Low-Alloy Steel – Known for high strength and wear resistance, commonly used for structural and automotive components.
- Nickel-Based Alloys – Excellent for high-temperature environments, particularly in aerospace and power generation.
- Cobalt-Based Alloys – Known for wear and corrosion resistance, often used in medical implants and cutting tools.
- Bronze and Brass – Used for decorative or marine applications due to their corrosion resistance and aesthetic properties.
- Superalloys – Ideal for high-performance applications in gas turbines and chemical processing due to their ability to retain strength at extreme temperatures.
Selecting the right alloy is crucial for ensuring the success of an investment casting project.
Advantages of Investment Casting Process
Size range:
Although most investment castings are small, the investment process can produce castings weighing more than 1,000 pounds. This capability is limited to a relatively small number of investment casters and requires special expertise in handling. Most cast parts fall in the ounces to a 20-pound range.
Versatile and intricate shapes:
Investment casting provides consistent and repetitive close tolerances along with intricate passages and contours. Many of these configurations are impossible to produce. For example, where machine tools cannot reach. Achieving net-shape or near-net-shape cast components can dramatically reduce post-cast processing costs.
Investment casting is a good alternative to weldments or fabricating. Many components can be combined into a single casting. The more that are combined, the better the manufacturing efficiency. Converting multi-piece components to a single investment casting typically delivers more dimensional accuracy and reduced part complexity.
Accurate and Smooth Surfaces:
The ceramic shell used is built around smooth patterns produced by injecting wax into a polished aluminum die. A 125 micro finish is standard, and even finer finishes are not uncommon.
Investment castings contain no parting line because only one mold is used rather than two half molds (such as in the case of sand casting). Standards for surface blemishes and cosmetics are discussed and agreed upon with the customer based on the function.
Below is a comparison of relative surface finishes that can be expected from various casting process:
| Casting Process | RMS Range |
| Die | 20 – 120 |
| Investment | 60 – 200 |
| Shell Mold | 120 – 300 |
| Centrifugal – Standard tooling | 400 – 500 |
| Centrifugal – Permanent Mold | 20 – 300 |
| Static – Permanent Mold | 200 – 420 |
| Normal Non-Ferrous Sand | 300 – 560 |
| Normal Ferrous Green Sand | 560 – 900 |
Dimensional Accuracy:
Typically, “standard” investment tolerances are +/-0.010” for the first inch and +/- 0.004” for each succeeding inch.
The design phase can result in a drawing that reduces or even eliminates previous machining requirements to produce the same part.
The cost of any part increases in proportion to the preciseness of its dimensional requirements. Whether if it’s castings machined parts or fabrications. A close design review will permit modification to tolerances, undercuts, blind holes, etc. to allow higher production yields and lower piece costs. If closer than cast tolerances are necessary, the machining required for investment casting will be less than conventional castings or fabricated components.
Quality and Integrity:
Casting integrity is an important feature of the process. Investment casting has a long history of serving demanding sectors such as gas turbine engine, petroleum, chemical, defense, and medical.
Considerations When Using Investment Casting
Tooling Cost:
For low quantity requirements, it may be more expensive than other methods if permanent tooling is pursued. For those applications, SLA or printed patterns may be a cost-effective alternative (even for a quantity of one).
Initial costs are another key factor when determining whether investment casting brings the greatest value. The investment cast tool usually consists of multiple parts fitted together to produce the complex components. This “front end” cost is not insignificant but can be easily offset by the lack of subsequent machining and/or fabrication.
Size Limitations:
It’s possible to create investment castings in a range of sizes. There is an upper limit on that range, which is less than other shaped technologies like sand casting.
Very small structures:
Investment casting is an excellent choice for thin-walled applications, but very small internal shapes that use cores can present challenges. Holes typically cannot be smaller than 1/16” (1.6mm) or deeper than 1.5 times in diameter.
Timing:
The multi-step investment casting process is more time consuming than other processes. The processing time can be shorter than other alternatives.
Conclusion
As with most materials and design decisions, a discussion with a metals expert can help drive the best decision. To learn more about the metal investment casting process or to determine if it is a fit for your application, please contact us.
Have questions?
Download Our Alloy Guide
Download Our Where Used Guide
Blog Tags
Related Blogs

Improving Surface Finish And Cost In Metal Casting

What is Vacuum Investment Casting?
